")


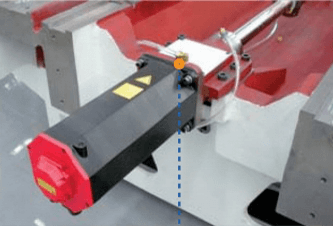


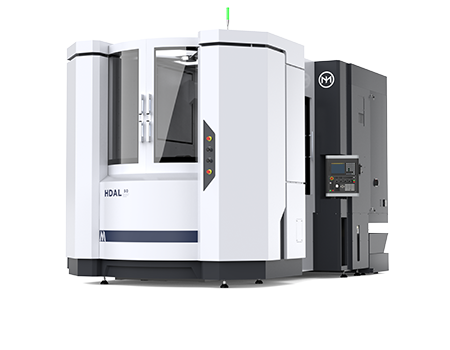
Automatic tool change system
The machine tool's manipulator will loosen the spindle and pull the tool during the tool change process by cam linkage to realize rapid tool change, tool change time <2.5 seconds.
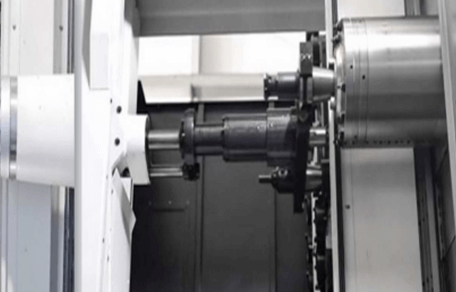
Automatic tool change system
Adopting the unique high-speed synchronized tool changer, the robot loosens the spindle and pulls the tool during the tool change process, and the tool change action is completed by the cam mechanism, which provides stable tool change and superior durability. The number of tools in the standard tool magazine is 40, and users can also choose 60, 80, 120 tools in the magazine.

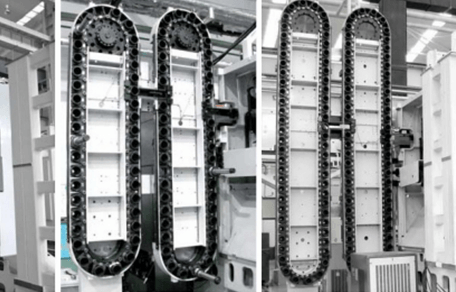
Automatic tool change system
The standard configuration of the chip conveyor is double-side double spiral chip conveyor (MDH40P is single-side single spiral chip conveyor). The spiral chip conveyor can realize long-distance chip removal, and can convey metal iron chips, non-coil chips, cast iron chips, etc. It occupies small space and saves the space of the whole machine. Users can also choose lifting type chip conveyor according to specific conditions.
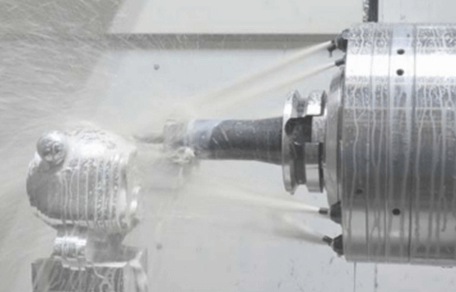
Automatic tool change system
The machine cooling device is equipped with a large capacity water tank, through the spiral chip conveyor inside the machine, the chips and cutting fluid are recovered. The machine is equipped with spindle ring spray function for better cooling effect of workpiece.
Spindle center water outlet and high pressure cooling unit (2Mpa, 7Mpa), spray cooling and other configurations can be selected.